Increasing production capacity while considering wastewater treatment
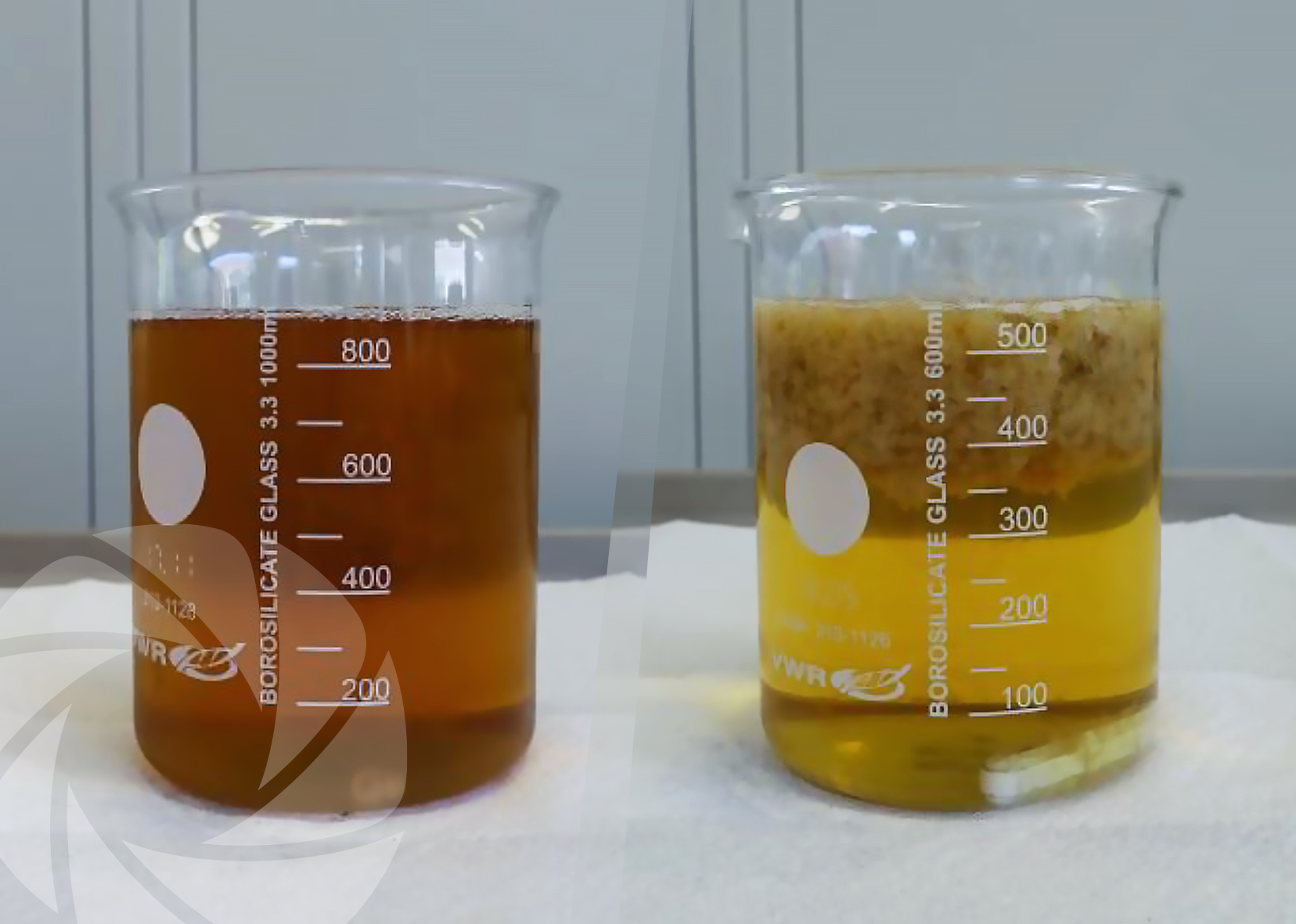
The client company plans to double the capacity of its whisky distillery. Currently, the distillate is treated by a vacuum evaporator, but to limit its energy consumption and simplify the treatment of its industrial wastewater, our Client wishes to use our services to add a physico-chemical treatment process using a powdered coagulation and flocculation product. As part of its “reuse” policy and aiming for water savings, our Client wants to reuse all or part of the 50m3 of production washing water it generates per hour.